(1) Carbon; The higher the carbon content, the harder the steel, but the less plastic and ductile it is.
(2) Sulfur; Is harmful debris in steel, steel with higher sulfur in high temperature pressure processing, easy to crack, usually called hot brittleness.
(3) Phosphorus; It can significantly reduce the plasticity and toughness of steel, especially at low temperature, which is more serious, and this phenomenon is called cold brittleness. In high quality steel, sulfur and phosphorus should be strictly controlled. But on the other hand, low carbon steel contains higher sulfur and phosphorus, can make its cutting easy to break, to improve the machinability of steel is favorable.
(4) Manganese; Can improve the strength of steel, can weaken and eliminate the adverse effects of sulfur, and can improve the hardenability of steel, high alloy steel with high manganese content (high manganese steel) has good wear resistance and other physical properties.
(5) Silicon; It can improve the hardness of steel, but the plasticity and toughness decline, electrical steel contains a certain amount of silicon, can improve the soft magnetic properties.
(6) Tungsten; It can improve the red hardness, thermal strength and wear resistance of steel.
(7) Chromium; It can improve the hardenability and wear resistance of steel, improve the corrosion resistance and oxidation resistance of steel.
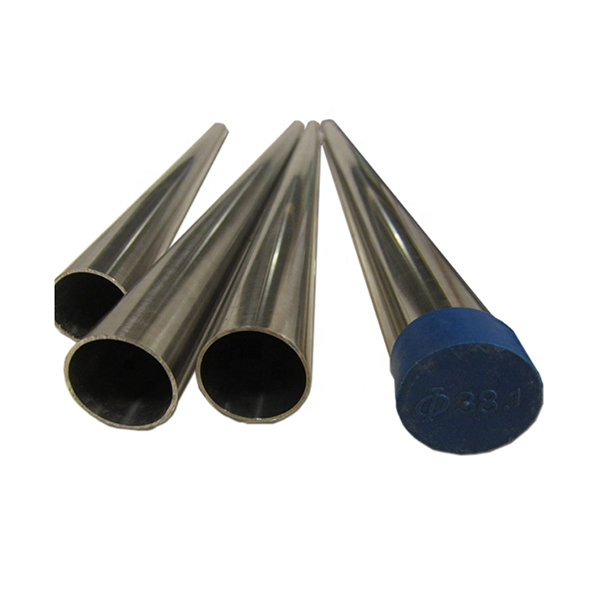
(8) Zinc; In order to improve the corrosion resistance, the general steel pipe (black pipe) is galvanized. Galvanized steel pipe is divided into two kinds of hot dip galvanized steel and electric steel zinc, hot dip galvanized galvanized layer thick, electric galvanized cost is low, so there is galvanized steel pipe.
1. the first use of solvent cleaning steel surface, the surface of the organic matter removal,
2. then use tools to remove rust (wire brush), remove loose or tilt scale, rust, welding slag, etc.,
3. the use of pickling.
(1) Groove weld cracking
1, the pipe mouth pressure groove part of the inner wall welding bar grinding smooth, reduce groove rolling resistance.
2. Adjust the axis of steel pipe and groove rolling equipment, and require the level of steel pipe and groove rolling equipment.
3, adjust the speed of the pressure tank, the molding time of the pressure tank can not exceed the provisions, uniform and slow force.
(2) Rolling channel steel pipe fracture
1. Smooth the welding ribs on the inner wall of the pressure groove at the steel pipe mouth to reduce the resistance of groove rolling.
2. Adjust the axis of steel pipe and groove rolling equipment, and require the level of steel pipe and groove rolling equipment.
3, adjust the pressure tank speed, pressure tank speed can not exceed the provisions, uniform and slow force.
4. Check the width and type of the support roller and the pressure roller of the groove equipment to see if the two rollers do not match each other in size and cause the occlusal phenomenon.
5. Check whether the groove of steel pipe is specified with vernier caliper.
(3) Groove rolling molding machine should meet the following requirements
1. The surface from the pipe end to the groove shall be smooth and free from concave-convex and rolling marks.
2. The center of the groove should be concentric with the pipe wall, the width and depth of the groove should meet the requirements, and check whether the clamp type is correct.
3. Apply lubricant on the rubber sealing ring and check whether the rubber sealing ring is damaged. Oil lubricant shall not be used for lubricant.